

холодногнутый оцинкованный профиль
Вот смотришь на эти палки — кажется, что проще некуда: сталь, цинк, гнётся в холодную. Но как только начинаешь с ними работать по-настоящему, понимаешь, что дьявол, как всегда, в деталях. Многие думают, что главное — это толщина металла или цена за тонну, а потом удивляются, почему конструкция ведёт себя не так, почему холодногнутый оцинкованный профиль с одного завода стоит как золотой, а с другого — трещины по сварке идут. Я сам через это проходил, и сейчас попробую разложить по полочкам не то, что в учебниках пишут, а то, с чем сталкиваешься на площадке.
Цинк — это не просто блестящее покрытие
Первое, с чем сталкиваешься — это разночтения по массе цинкового покрытия. Все говорят про классы по ГОСТ, Z100, Z140, Z200. Но вот реальность: даже в пределах одного класса, скажем, Z140, у разных производителей адгезия покрытия к основе может отличаться кардинально. Бывало, берёшь профиль, внешне идеальный, блестит, а начинаешь его резать или сверлить — цинк вокруг кромки отслаивается чуть ли не лепестками. Это не просто эстетический дефект. В месте реза сразу образуется очаг коррозии, который потом поползёт под само покрытие. Особенно критично для элементов дорожных ограждений, которые десятилетиями стоят под дождём и реагентами.
Здесь как раз стоит отметить подход некоторых поставщиков, которые не просто везут металл, а понимают его дальнейшее применение. Например, в каталоге ООО Ханьдань Чаншэн Чжилянь Новые Материалы Технологии (hdcs.ru) акцент сделан именно на изделия для дорожно-транспортных сооружений. Это важный сигнал: компания, которая специализируется на конкретной сфере, обычно глубже прорабатывает требования к сырью. Они не просто продают тонны стали, а поставляют компоненты, которые должны выдерживать конкретные нагрузки и среды. И для холодногнутого оцинкованного профиля это означает контроль не только по массе цинка, но и по структуре покрытия, его пластичности.
Один из наших неудачных опытов был как раз связан с экономией на этом пункте. Заказали партию профиля для кронштейнов дорожных знаков у непроверенного поставщика. Цинковое покрытие было в норме по весу, но, видимо, технология нанесения была нарушена — возможно, температура или подготовка поверхности. Через полгода на самых нагруженных кронштейнах, на сгибах, появились мелкие белые точки — продукты коррозии. Это начало так называемой 'белой ржавчины'. Пришлось срочно менять всю партию. Убытки от демонтажа и повторного монтажа многократно перекрыли мнимую экономию на закупке.
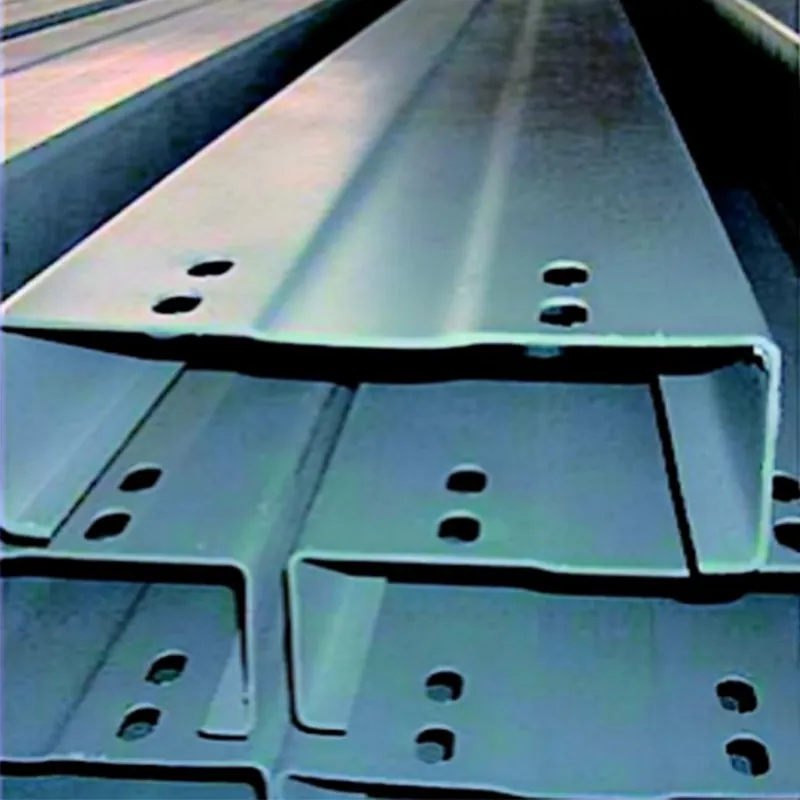
Геометрия и внутренние напряжения — невидимая проблема
Холодная гибка — это не просто придание формы. Это процесс, который создаёт в металле внутренние напряжения. Идеальный на вид профиль после гибки может иметь микротрещины в зоне деформации или неравномерную твёрдость. Визуально этого не увидишь, но при динамической нагрузке — например, от ветра на фасадной системе или от вибрации от проезжающего транспорта для дорожного ограждения — эти слабые точки дадут о себе знать.
Как это проверяем? Раньше полагались на сертификаты завода-изготовителя. Сейчас, после нескольких инцидентов, внедрили выборочный контроль на объектах для ответственных конструкций. Берём случайный профиль из партии и отправляем в лабораторию на проверку твёрдости по Роквеллу в разных точках, особенно в районе радиуса гибки. Да, это время и деньги, но это страхует от катастрофических последствий. Кстати, у того же ООО Ханьдань Чаншэн Чжилянь в описании продукции часто встречается упоминание о контроле механических свойств после гибки. Для меня это не маркетинговая строчка, а признак того, что производитель в теме и понимает, о чём речь.
Ещё один нюанс — точность геометрии. Казалось бы, всё просто: толщина стенки, высота полки, угол. Но когда ты монтируешь сотни метров перил или барьерного ограждения, и каждый профиль имеет отклонение в полградуса или полмиллиметра, это выливается в огромные щели, перекосы, проблемы со сваркой и крепежом. Приходится на месте подгонять, что увеличивает трудозатраты и снижает общее качество конструкции. Хороший профиль должен стыковаться почти идеально, прямо из пачки.
Сварка оцинкованного профиля — искусство и наука
Это, пожалуй, самый болезненный вопрос для многих монтажников. Цинковое покрытие при высокой температуре сварки выгорает, выделяя опасные пары и оставляя поры в шве. Многие пытаются варить как обычную черную сталь — и получают хрупкий, корродирующий шов. Правильный подход — это либо предварительная зачистка кромок в зоне сварки (но тогда нужно потом восстанавливать антикоррозионную защиту), либо использование специальных электродов и технологий для оцинкованной стали.
На одном из объектов по монтажу шумозащитных экранов мы столкнулись с массовым браком по сварным швам. Профиль был качественный, но сварщики, привыкшие к другому материалу, не учли специфику. Швы выглядели нормально, но при ультразвуковом контроле обнаружилась масса непроваров и раковин. Пришлось переучивать бригаду, закупать правильные расходники. Теперь в техническом задании всегда отдельным пунктом прописываем требования к сварочным работам именно для оцинкованного профиля.
Интересно, что некоторые производители, включая упомянутую компанию ООО Ханьдань Чаншэн Чжилянь Новые Материалы Технологии, предлагают не просто металл, а техническую поддержку по его применению. На их сайте hdcs.ru можно найти не только каталог, но и рекомендации по обработке и монтажу. Для меня это показатель серьёзного подхода. Они продают не товар, а решение. И в случае с таким специфическим продуктом, как холодногнутый оцинкованный профиль, это крайне важно.
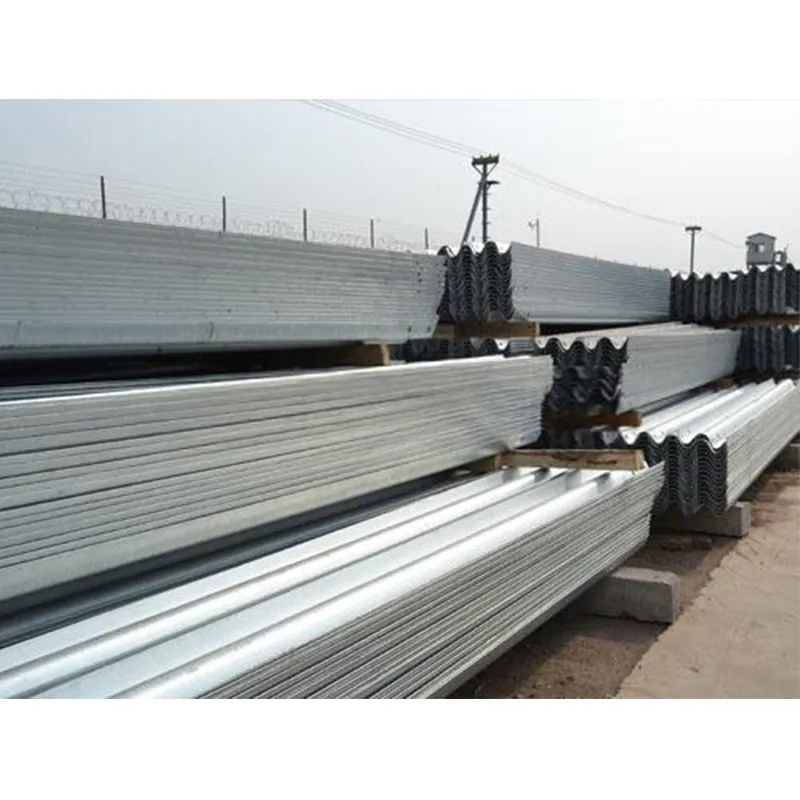
Логистика и хранение — где рождается брак
Мало произвести хороший профиль. Его нужно правильно довезти и сохранить. Часто отличный металл портится ещё на этапе транспортировки из-за неправильной укладки или крепления в фуре. Потертости, вмятины, царапины, нарушающие цинковый слой, — это всё будущие очаги коррозии. Мы всегда настаиваем на осмотре продукции при приёмке, прямо на борту машины. Если видим, что пачки уложены внавал, без прокладок, — составляем акт и отказываемся от приёмки.
Хранение на стройплощадке — отдельная история. Профиль нельзя просто бросить на землю. Нужен навес, поддоны, чтобы избежать контакта с грунтом и влагой. Конденсат, образующийся при перепадах температур, может запустить процесс коррозии даже на идеальном покрытии. Видел, как на крупном складе металл годами лежал под открытым небом, а потом его пытались пустить на ответственные объекты. Результат, понятное дело, плачевный.
Поставщики, которые дорожат репутацией, всегда уделяют внимание упаковке. Паллетирование, стрейч-плёнка, защитные уголки — это не просто лишние расходы. Это забота о том, чтобы продукция дошла до заказчика в том виде, в каком сошла с конвейера. В описании деятельности ООО Ханьдань Чаншэн Чжилянь прямо указана специализация на поставках. Грамотная поставка — это тоже часть качества конечного продукта.
Экономика vs. Качество — вечный спор
В конце концов, всё упирается в деньги. Заказчик всегда хочет сэкономить. И здесь задача профессионала — не просто сказать 'этот профиль дорогой, а этот дешёвый', а объяснить, из чего складывается стоимость и к каким последствиям приведёт выбор того или иного варианта. Дешёвый холодногнутый оцинкованный профиль часто означает экономию на сырье (сталь с непредсказуемыми механическими свойствами), на цинковании (более тонкий или неоднородный слой), на контроле геометрии.
Мы считаем общую стоимость владения. Профиль, который стоит на 15% дороже, но прослужит без проблем 25 лет вместо 10, — это очевидная выгода. Особенно для инфраструктурных объектов, где замена связана с остановкой движения, организацией объездов, огромными трудозатратами. Дорожно-транспортные сооружения, на которых специализируется компания с сайта hdcs.ru, — как раз такой случай. Там просчёт в качестве материалов может стоить не просто денег, а безопасности.
Поэтому мой итог прост. Выбирая холодногнутый оцинкованный профиль, нужно смотреть не на картинку в каталоге, а на репутацию поставщика, на его понимание конечного применения, на готовность предоставить полную техническую документацию и поддержку. Нужно задавать неудобные вопросы о технологии гибки, контроле качества, условиях хранения. И помнить, что хороший металл — это не расходник, это основа долговечной и безопасной конструкции. Всё остальное — детали, но именно из них, как из этих самых профилей, и складывается общий надёжный каркас.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Сейсмические опоры
Сейсмические опоры -
 Горизонтальная одноосная трекерная система
Горизонтальная одноосная трекерная система -
 Свая
Свая -
 Оцинкованный стальной профиль круглого сечения
Оцинкованный стальной профиль круглого сечения -
 Регулируемая каркасная система
Регулируемая каркасная система -
 Порошково-напыленная барьерная плита для скоростных автомагистралей
Порошково-напыленная барьерная плита для скоростных автомагистралей -
 Оцинкованная стальная профильная полоса
Оцинкованная стальная профильная полоса -
 Однополюсная система крепления с отслеживанием
Однополюсная система крепления с отслеживанием -
 Оцинкованный болт горячим способом
Оцинкованный болт горячим способом -
 Дорожная волнообразная барьерная плита
Дорожная волнообразная барьерная плита -
 Средний прижимной зажим для фотоэлектрических креплений
Средний прижимной зажим для фотоэлектрических креплений -
 Волнообразный барьерный отбойник для скоростных автомагистралей
Волнообразный барьерный отбойник для скоростных автомагистралей
Связанный поиск
Связанный поиск- заклепка дырка
- винт самонарезающий кровельный
- ремкомплект стопорных колец
- Стойка из квадратной трубы с эпоксидно-цинковым покрытием
- Оцинкованная стальная профильная полоса
- диффузор со стопорным кольцом
- Уплотнительные элементы
- гарпун заклепки
- Стойка круглого сечения с порошковым покрытием
- Фотоэлектрические крепления



