

Трёхволновая барьерная плита с полимерным покрытием для скоростных автомагистралей
Когда слышишь ?трёхволновая барьерная плита с полимерным покрытием?, многие сразу представляют себе просто волнистый лист с цветным слоем. Но в этом-то и кроется первый подводный камень. На деле, для скоростных магистралей это не просто физическое ограждение, а система, где каждая волна, каждый грамм покрытия и каждый узел крепления работают на поглощение энергии и управление рикошетом. Часто заказчики, да и некоторые проектировщики, фокусируются только на толщине стали или цвете полимера, упуская из виду геометрию волны и адгезию покрытия к оцинкованной основе. Именно эти ?неочевидные? параметры потом вылезают боком через пару зим.
Геометрия волны — это не для красоты
Три волны — это не случайность. Двухволновые плиты, которые ещё можно встретить на старых объектах, хуже гасят удар. Четыре — уже перебор, сложнее в монтаже и дороже в производстве без существенного выигрыша в безопасности. Оптимальная глубина и радиус каждой волны просчитываются под определённый диапазон скоростей и классов транспортных средств. Я помню проект под Казанью, где из соображений экономии попытались применить плиты с ?уплощённым? профилем, близким к двухволновому. Формально они проходили по ГОСТу по статической прочности. Но уже после первых инцидентов с грузовиками стало ясно, что деформация происходит слишком резко, без плавного поглощения, и отколовшиеся куски полимерного покрытия создавали дополнительную опасность.
Здесь стоит сделать отступление про сам полимер. Пурал, пластизол, полиэстер — выбор зависит не только от бюджета. Для скоростных трасс с постоянным воздействием абразива (песка, реагентов) и ударными нагрузками, пурал, на мой взгляд, предпочтительнее. Он хоть и дороже, но держит удар лучше, не трескается на морозе, а его матовая поверхность меньше бликует, что для водителя на высокой скорости — серьёзный плюс. Полиэстер может дать более гладкую, блестящую поверхность, но его стойкость к сколу ниже.
И вот ещё какой нюанс: адгезия. Полимерное покрытие должно быть не просто ?накатано? на оцинковку. Процесс подготовки металла, фосфатирование, грунтование — это святое. Мы как-то работали с продукцией от ООО Ханьдань Чаншэн Чжилянь Новые Материалы Технологии (их сайт, кстати, https://www.hdcs.ru), и там был показательный случай. Они изначально поставляли стандартные плиты, но под наш запрос сделали партию с усиленным грунтовочным слоем под пуралом специально для участка с высокой химической нагрузкой от реагентов. Разница в поведении через три года по сравнению с обычными плитами на соседнем участке была заметна: там, где грунт был слабее, появились микроотслоения по кромкам, куда набивалась влага.
Монтаж: где теория расходится с полем
Всё упирается в стойки и крепёж. Можно иметь идеальную плиту, но если стойки поставлены с неверным шагом или заглублены не по нормативам для конкретного грунта, вся система не сработает. На обводной дороге вокруг Новосибирска была история: грунт оказался сильно пучинистым, проектное заглубление в 1.3 метра не спасало. После первой зимы некоторые стойки буквально выперло, и барьер потерял жёсткость. Пришлось срочно усиливать фундаментными стаканами, что в три раза дороже изначального монтажа.
Крепление плит к стойкам — ещё одна точка внимания. Болтовое соединение должно допускать некоторую степень свободы, ?играть?, чтобы при ударе энергия перераспределялась по большей длине барьера, а не концентрировалась в одной точке. Жёсткая фиксация ведёт к локальному разрыву. Часто монтажники, стремясь сделать ?покрепче?, затягивают болты до упора, что является ошибкой. Нужно следовать моменту затяжки, указанному производителем системы.
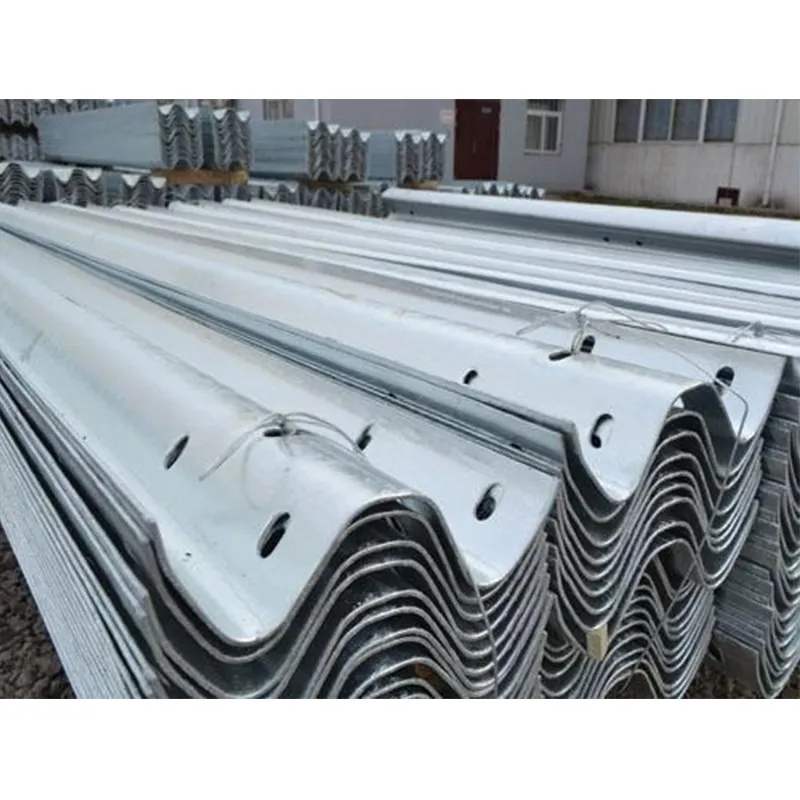
И про инструмент. Правильная стыковка плит внахлёст — кажется, ерунда. Но если не использовать специальные шаблоны или не контролировать величину нахлёста, в этом месте образуется жёсткий шов, который при боковом скользящем ударе (когда машина задевает барьер по касательной) может стать точкой начала разрушения. Видел такие случаи.
Полимерное покрытие в условиях реальной эксплуатации
Цвет — это не только эстетика. Для скоростных магистралей часто выбирают зелёный или серый, как менее утомляющие для глаз. Но есть и технический аспект: тёмные цвета сильнее нагреваются на солнце, что создаёт дополнительные температурные напряжения в полимере и может ускорять его старение. Светлые, наоборот, лучше отражают свет. Но тут вступает в противоречие маркировка: как правило, торцы барьеров или опоры должны быть окрашены в сигнальные цвета. Нужно искать баланс.
Износ от мойки колёс. Звучит странно, но на подъёмах и перед платными пунктами, где грузовики замедляются, с их колёс летит мощная струя грязи и песка. Это постоянный абразивный воздействие на нижнюю часть плиты. Толщина полимерного покрытия в 50-60 мкм в таких зонах может истираться быстрее, обнажая цинк. Поэтому в спецификациях для таких участков иногда закладывают увеличенную толщину покрытия, хотя это и повышает стоимость.
Ремонтопригодность — тема отдельного разговора. Замена одной секции — операция стандартная. Но что делать с локальными сколами? Просто покрасить — не вариант, краска не держится. Нужны специальные ремонтные комплекты от производителя покрытия, которые обеспечивают адгезию. Не все эксплуатирующие организации об этом знают или закладывают такие материалы в смету, в итоге мелкие повреждения быстро превращаются в очаги коррозии.
Выбор поставщика и контроль качества
Здесь всё упирается в стабильность. Нужен не просто завод, который может сделать одну хорошую партию, а предприятие с отлаженным технологическим циклом от проката стали до упаковки. Тот же ООО Ханьдань Чаншэн Чжилянь Новые Материалы Технологии позиционирует себя как специализированный поставщик изделий из оцинкованной стали для дорожных сооружений, и это важная специализация. Универсальный металлообработчик может сделать дешевле, но упустит нюансы вроде контроля качества цинкования по краю среза или однородности нанесения полимера на гребень волны.
Обязательно нужно запрашивать не только сертификаты, но и протоколы заводских испытаний именно на ту партию, которая идёт на объект. Проверять толщину покрытия не в трёх точках, а по всей площади, особенно на ребрах. Мы однажды обнаружили, что на партии от одного из поставщиков толщина пурала на радиусе волны была на 20% ниже заявленной — видимо, проблема с настройками распылителей на линии. Забраковали всю партию.
Логистика и хранение. Плиты должны поставляться в защитной плёнке и правильно уложенными в пачки. Если их просто свалили в кузов или хранили на объекте под открытым небом без поддонов, между листами набьётся влага, которая запустит процесс подплёночной коррозии ещё до монтажа. Это прямая претензия к поставщику, если условия поставки были нарушены.
Экономика и итоговые размышления
Да, трёхволновая барьерная плита с полимерным покрытием — это дороже, чем просто оцинкованная. Но если считать не стоимость метра погонного на складе, а стоимость владения за жизненный цикл (скажем, 20 лет), то перевес оказывается в пользу полимерного варианта. Меньше затрат на подкраску, выше остаточная прочность после удара (часто плиту можно не менять, а только выправить), и, главное, выше уровень безопасности из-за сохранения целостности покрытия и отсутствия ржавых, острых кромок после ДТП.
Главный вывод, который я для себя сделал: нельзя подходить к этому элементу как к простой ?железке?. Это система, где важна каждая деталь — от химического состава грунта до момента затяжки болта. И выбирать нужно не просто продукт, а поставщика, который понимает эту системность и готов не просто продать, а технологически сопровождать проект. Как, например, делает компания из Ханьданя, которая специализируется именно на комплектующих для дорожных сооружений, а не на всём подряд. Их подход к адаптации покрытия под наши конкретные условия — тому подтверждение.
В будущем, думаю, стоит ждать развития в области интеллектуальных барьеров, с датчиками удара, но это уже другая история. Пока что задача — грамотно применять и монтировать то, что есть, не экономя на критичных этапах. Потому что на кону — не только смета, но и жизни. А это, согласитесь, не та статья расходов, на которой стоит сокращать бюджет.
Соответствующая продукция
Соответствующая продукция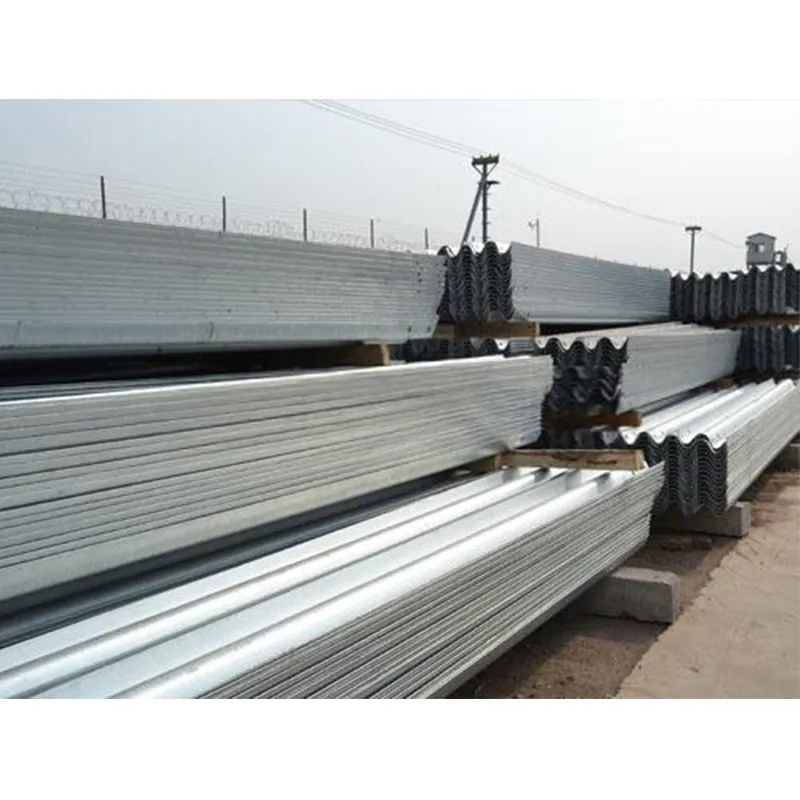




Самые продаваемые продукты
Самые продаваемые продукты-
 Трёхволновая барьерная плита с порошковым покрытием
Трёхволновая барьерная плита с порошковым покрытием -
 Фотоэлектрическая система навеса для автомобилей
Фотоэлектрическая система навеса для автомобилей -
 Стойки круглого сечения с порошковым покрытием
Стойки круглого сечения с порошковым покрытием -
 Горизонтальная одноосная трекерная система
Горизонтальная одноосная трекерная система -
 Распорка
Распорка -
 Стойки с горячим цинкованием и порошковым покрытием
Стойки с горячим цинкованием и порошковым покрытием -
 Хомут
Хомут -
 Оцинкованный болт горячим способом
Оцинкованный болт горячим способом -
 Наземная каркасная система
Наземная каркасная система -
 Опорное основание
Опорное основание -
 Дорожное барьерное ограждение
Дорожное барьерное ограждение -
 Сейсмические опоры
Сейсмические опоры



