

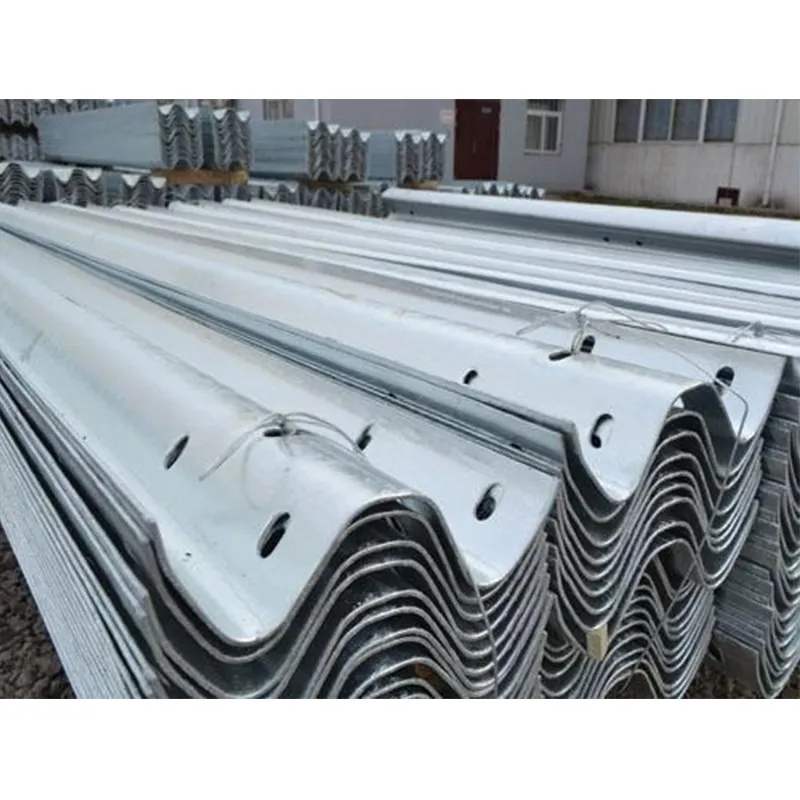
Трёхволновая барьерная плита горячего цинкования для скоростных автомагистралей
Когда слышишь ?трёхволновая барьерная плита?, многие представляют просто гофрированный лист у дороги. Но в этом вся и ошибка. Разница между тем, что просто стоит, и тем, что действительно работает на скорости под 110 км/ч в любую погоду, — это пропасть. И она кроется не в форме волны, а в том, как эта форма, сталь и покрытие работают как единое целое. Я долго считал, что главное — это толщина металла, пока не столкнулся с тем, как неправильно подобранная схема цинкования за пару зим превращает плиту в решето. Вот об этих нюансах, которые в каталогах не пишут, и хочу порассуждать.
Почему именно ?трёхволновая?? Это не про моду, а про физику удара
Начнём с основ, которые почему-то часто упускают в тендерных спецификациях. Волны в плите — это не для красоты и даже не только для жёсткости. Это, в первую очередь, управляемая деформация. Двухволновые конструкции, которые ещё встречаются на старых участках, — они слишком ?жёсткие? в своей реакции. При сильном ударе энергия рассеивается хуже, выше риск рикошета или, что страшнее, протыкания. Трёхволновая барьерная плита за счёт дополнительного изгиба работает как более длинная пружина: она дольше ?продавливается?, плавнее гасит энергию и, что критично, снижает перегрузки для водителя.
Но здесь же и первый подводный камень. Если волны сформированы не по ГОСТ Р (да, нужно смотреть именно на актуальную редакцию), а ?на глазок?, то вся эта физика летит к чертям. Видел как-то партию, где радиусы волн отличались на пару миллиметров от нормы. Визуально — незаметно. Но при испытаниях на полигоне плита складывалась как картонка, не вырабатывая свой ресурс. Производитель экономил на калибровке валков. Итог — брак, который, слава богу, отловили до монтажа.
Поэтому, когда выбираешь поставщика, нужно спрашивать не просто ?есть ли сертификат?, а протоколы испытаний именно на управляемую деформацию. Компания ООО Ханьдань Чаншэн Чжилянь Новые Материалы Технологии (их сайт — hdcs.ru) в своих картах технических решений как раз делает на этом акцент. Они не просто продают оцинкованный прокат, а поставляют комплексные решения для дорожных сооружений, и в их спецификациях всегда видна привязка к реальным испытательным нагрузкам. Это важный признак серьёзного подхода.
Горячее цинкование: вес покрытия имеет значение, но не только оно
Вот тут — поле для самых распространённых иллюзий. Все знают, что цинкование защищает от коррозии. И многие заказчики требуют просто ?оцинкованную плиту?. Но класс покрытия — это всё. Для скоростных магистралей, особенно в зонах с агрессивными противогололёдными реагентами, минимально допустимая масса покрытия — 275 г/м2 (класс Z275 по ISO 1461). И это должен быть именно процесс полного погружения в расплав, а не какое-то напыление.
На своей практике сталкивался с попыткой сэкономить, используя плиту с покрытием около 200 г/м2. Аргумент подрядчика был: ?Она же всё равно крашенная будет?. Это фатальная ошибка. Краска со временем повреждается от камней, микротрещин. И если под ней недостаточный слой цинка, коррозия начинается моментально, изнутри. Через три года такие барьеры на вылетной полосе уже имели вздутия и очаги ржавчины. Пришлось менять секции досрочно, что в итоге вышло в разы дороже.
Качественное горячее цинкование видно невооружённым глазом: матовая, равномерная кристаллическая поверхность, без наплывов и пропусков на срезах и в местах креплений. Именно на эти детали нужно смотреть при приёмке. Поставщики, которые дорожат репутацией, как та же Ханьдань Чаншэн Чжилянь, всегда готовы предоставить отчёт о контроле массы покрытия для каждой партии. Это не бюрократия, а единственная гарантия, что барьер простоит свои 20-25 лет без сквозной коррозии.
Монтаж: где теория сталкивается с российской реальностью
Самая совершенная плита может стать бесполезной, если её неправильно установить. Типовая ошибка — жёсткое крепление к стойкам без учёта температурного расширения. Сталь летом на солнце раскаляется, зимой сжимается. Если затянуть болты ?намертво?, в материале возникают напряжения, ведущие к трещинам, обычно в зоне первого крепления.
У нас был печально показательный случай на трассе М-11. Смонтировали барьер осенью, при +5°C. Крепёж затянули по максимуму. Следующим летом, после недели жары, на нескольких сотнях метров пошли продольные трещины по линии верхних болтов. Пришлось срочно организовывать работы по замене и пересматривать методику монтажа — теперь обязательно оставляем небольшой люфт в прорезях крепёжных отверстий.
Ещё один нюанс — выравнивание секций. Барьер должен быть не просто ?примерно ровным?, а иметь плавную сопрягаемую линию. Резкий перелом или ?ступенька? между двумя секциями резко снижает эффективность при боковом скользящем ударе. Для контроля мы используем не только нивелир, но и лазерный луч, протянутый вдоль линии монтажа. Да, это дольше, но зато не будет потом претензий от надзорных органов и, главное, снижен риск неправильного срабатывания системы.
Взаимодействие с другими системами: барьер — не остров
Барьерная плита для скоростных автомагистралей никогда не работает сама по себе. Она — часть комплекса. И её эффективность напрямую зависит от того, как она ?стыкуется? с концевыми опорами, дорожными знаками, системами освещения. Частая проблема — создание новых точек опасности.
Например, если прямо за барьером установлена жёсткая опора освещения без собственного защитного устройства, то при съезде автомобиля есть риск не смягчённого удара о стойку уже после контакта с барьером. Это недопустимо. Современные нормы требуют либо выносить такие объекты за линию барьера на безопасное расстояние, либо оборудовать их ударопоглощающими устройствами.
То же самое с переходными участками к мостовым сооружениям. Там, где барьер жёсткого типа сопрягается с мостовым парапетом, должен быть специальный переходный элемент, который компенсирует разницу в жёсткости. Без него автомобиль может зацепиться и опрокинуться. Мы однажды переделывали такой узел на кольцевой в Москве именно по этой причине — проектировщики изначально его проигнорировали.
Экономика vs. безопасность: ложная дилемма
В заключение хочу затротить больную тему — стоимость. Да, качественная трёхволновая плита горячего цинкования дороже на этапе закупки. Но считать нужно не цену за тонну, а цену за год безаварийной службы на протяжении всего жизненного цикла. Дешёвая плита с тонким цинкованием потребует ремонта и подкраски уже на 5-7 год, а полной замены — к 12-15 году. Качественная — простоит без капитальных вложений 25 лет и более.
Поэтому выбор поставщика — это стратегическое решение. Нужно искать не просто продавца металла, а партнёра, который понимает конечную задачу. Вот почему в последних проектах мы рассматриваем таких специализированных поставщиков, как ООО Ханьдань Чаншэн Чжилянь Новые Материалы Технологии. Их профиль — именно изделия из оцинкованной стали для дорожных сооружений, а значит, они несут ответственность не только за химический состав стали, но и за то, как их продукт поведёт себя в реальной дорожной ситуации. Их сайт — хорошая отправная точка для диалога.
Итог моего опыта прост: на скоростной трассе нет мелочей. Каждая волна на плите, каждый грамм цинка, каждый болт — это часть сложной системы, которая в критический момент должна отработать безотказно. И доверять здесь можно только тем решениям, которые прошли проверку не только в лаборатории, но и на реальной дороге, в мороз, в жару, под дождём и реагентами. Всё остальное — риск, который в нашей профессии непростителен.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Свая
Свая -
 Треугольный соединительный элемент
Треугольный соединительный элемент -
 Хомут
Хомут -
 Волнообразный барьерный отбойник для скоростных автомагистралей
Волнообразный барьерный отбойник для скоростных автомагистралей -
 Средний прижимной зажим для фотоэлектрических креплений
Средний прижимной зажим для фотоэлектрических креплений -
 Однополюсная система крепления с отслеживанием
Однополюсная система крепления с отслеживанием -
 Стойки с горячим цинкованием и порошковым покрытием
Стойки с горячим цинкованием и порошковым покрытием -
 Оцинкованный стальной профиль круглого сечения
Оцинкованный стальной профиль круглого сечения -
 Стойки из квадратной трубы с порошковым покрытием
Стойки из квадратной трубы с порошковым покрытием -
 Фотоэлектрическая система навеса для автомобилей
Фотоэлектрическая система навеса для автомобилей -
 Сейсмические опоры
Сейсмические опоры -
 Оцинкованная барьерная плита для скоростных автомагистралей
Оцинкованная барьерная плита для скоростных автомагистралей



