

Стойка круглого сечения с эпоксидно-цинковым покрытием
Когда слышишь про стойку круглого сечения с эпоксидно-цинковым покрытием, многие сразу думают — ну, обычная оцинковка, только покрашена. И вот тут первый подводный камень. Эпоксидно-цинковое покрытие — это не краска поверх цинка. Это совсем другая история, и если путать, можно дорого заплатить на объекте. Сам сталкивался, когда заказчик требовал 'просто покрашенные столбы', а потом через два сезона пошла отслойка и ржавчина по срезам. Пришлось разбираться, объяснять, переделывать. Сейчас, глядя на такую стойку, я уже автоматически оцениваю не внешний вид, а технологическую цепочку: подготовка металла, метод цинкования, тип эпоксидного праймера, условия полимеризации. Потому что разница — не в цене за тонну, а в годах безаварийной службы.
Разбираемся в терминах: что скрывается за названием
Итак, по порядку. Круглое сечение — казалось бы, всё просто. Но не всякая круглая труба подходит. Важен не только внешний диаметр, но и толщина стенки, и качество шва, если речь о сварной конструкции. Для уличных ограждений, фонарных столбов, опор знаков — нагрузки разные. Вибрационные, ветровые. Круглое сечение хорошо распределяет их, но если металл подобран неправильно, его может 'повести'.
Теперь про покрытие. Горячее цинкование — must have. Без него даже не стоит рассматривать. Но цинковый слой — это только основа, барьерная защита. Он со временем мутнеет, появляется 'белая ржавчина'. Эпоксидный слой — это уже защита от агрессивной среды: реагенты, соль, УФ-излучение. Важнейший нюанс: адгезия. Эпоксидное покрытие должно наноситься на правильно подготовленную оцинкованную поверхность. Часто её фосфатируют или хроматируют для создания шероховатости и улучшения сцепления. Если этот этап пропущен или сделан спустя рукава — всё, покрытие слетит кусками.
Вот, к примеру, в спецификациях компании ООО Ханьдань Чаншэн Чжилянь Новые Материалы Технологии (сайт — https://www.hdcs.ru), которая как раз поставляет оцинкованные изделия для дорожных конструкций, акцент всегда делается на полном цикле. Они не просто продают трубы, а предлагают готовое решение с полным пакетом документов по покрытию. Это важно, потому что на крупных объектах требуют не только сертификаты на металл, но и протоколы испытаний на адгезию покрытия, устойчивость к удару, солевой туман. Без этого не пройдёшь технический надзор.
Опыт из практики: где и почему это критично
Расскажу про один проект — установка шумозащитных экранов вдоль трассы. Заказчик изначально хотел просто оцинкованные стойки. Уговорили на эпоксидно-цинковое покрытие, аргументируя близостью к морю и активным использованием противогололёдных реагентов. Стойки были как раз круглого сечения, диаметром 114 мм. Казалось, всё учли.
Но проблема пришла откуда не ждали — при монтаже. Монтажники, торопясь, сильно царапали стойки при установке в бетонные стаканы. Где-то сняли покрытие до металла. Сначала думали — мелочь, закрасим. Контрольный инженер настоял на полной замене повреждённых секций. Его правота стала видна через год: на закрашенных царапинах пошла точечная коррозия, которая поползла под неповреждённое покрытие. А заменённые стойки, несмотря на агрессивную среду, стоят без изменений уже пятый год. Вывод простой: технология — это не только производство, но и логистика, и монтаж. Любое нарушение целостности покрытия сводит на нет все преимущества.
Ещё один момент — цвет. Эпоксидное покрытие может быть любого цвета по RAL. И здесь кроется ловушка для заказчика. Тёмные цвета (коричневый, тёмно-серый) сильнее нагреваются на солнце, что создаёт дополнительные термические нагрузки на стык покрытия с металлом. Для южных регионов всегда рекомендую светлые оттенки. Это не прихоть, а практика.
Про ошибки и экономию, которая выходит боком
Часто пытаются сэкономить на толщине покрытия. Стандарт для эпоксидного слоя в агрессивных средах — от 80-120 мкм. Приходят предложения: 'А давайте сделаем 60 мкм, дешевле, а выглядит так же'. Соглашаться нельзя. Почему? Потому что при меньшей толщине резко падает стойкость к механическим повреждениям и, что важнее, к катодному отслаиванию. Это когда коррозия начинается на микроскопическом срезе и распространяется под плёнкой, отслаивая её. Визуально стойка целая, а защита уже не работает.
Был случай на складе готовой продукции у одного из субподрядчиков. Стойки с тонким покрытием хранились на открытом воздухе, упакованные вплотную друг к другу. За зиму между ними скапливалась влага, и к весне на многих появились вздутия — те самые очаги катодного отслаивания. Пришлось весь объём отправлять на переделку — снять старое покрытие, заново цинковать и напылять эпоксид. Экономия в 10% на этапе заказа обернулась потерями в 50% от стоимости партии.
Поэтому сейчас при выборе поставщика всегда смотрю не только на цену, но и на технологическую дисциплину. Как раз когда изучал предложения на рынке, обратил внимание на ООО Ханьдань Чаншэн Чжилянь Новые Материалы Технологии. В их описании (https://www.hdcs.ru) прямо указана специализация на дорожно-транспортных сооружениях. Это значит, что они, скорее всего, понимают специфику нагрузок и сред, а не просто продают трубы как товар широкого потребления. Для меня это косвенный, но важный признак.
Детали, которые решают всё: от резьбы до маркировки
Перейдём к мелочам, которые таковыми не являются. Например, торцы стойки круглого сечения. После резки их обязательно нужно защитить. Идеально — специальными торцевыми заглушками или хотя бы герметиком на основе эпоксидной смолы. Открытый срез — это прямая дорога для влаги внутрь конструкции, что ведёт к внутренней коррозии, которую не видно до самого обрушения.
Резьбовые соединения, если они предусмотрены для крепления кронштейнов. На них покрытие должно быть нанесено с особой тщательностью, но при этом не мешать накручиванию. Часто используют технологию маскирования резьбы перед нанесением эпоксида. Если этого не сделать, покрытие придётся сбивать при монтаже, и защита будет нарушена. Лучший вариант — оцинкованная стойка, а резьба уже делается на месте, после нанесения основного покрытия, и затем обрабатывается антикоррозионной пастой.
И маркировка. Каждая стойка должна иметь несмываемую маркировку с данными о партии, толщине покрытия, дате изготовления. Это не бюрократия. Когда через 7 лет на участке возникает проблема с одной опорой, по этой маркировке можно понять, вся ли партия в группе риска, и принять превентивные меры. Отсутствие маркировки — признак кустарного подхода.
Взгляд в будущее: что ещё можно улучшить
Сейчас много говорят про комбинированные покрытия. Например, эпоксидно-цинковое + верхний слой полиуретана для ещё большей стойкости к выцветанию и абразиву. Технология есть, но она существенно дороже. Пока её применение оправдано только на особо ответственных или архитектурно значимых объектах. Но тенденция идёт к тому, что требования к долговечности растут, и лет через пять это может стать новым стандартом для магистралей.
Другое направление — контроль качества неразрушающими методами. Например, использование толщинометров для проверки покрытия на каждой десятой стойке в партии. Или камеры с компьютерным зрением для автоматического выявления дефектов на производственной линии. Пока это редкость, но за этим будущее. Потому что человеческий глаз может устать и пропустить микроскопическую точку без покрытия.
Возвращаясь к нашей стойке с эпоксидно-цинковым покрытием. Суть не в том, чтобы купить изделие по ГОСТу. Суть в том, чтобы найти производителя или поставщика, который понимает, для чего эта стойка, и несёт ответственность за весь её жизненный цикл — от выбора марки стали до рекомендаций по монтажу. Это тот случай, когда надёжность на 90% определяется не в момент покупки, а на этапе проектирования технических требований и выбора партнёра. Всё остальное — уже следствие.
Соответствующая продукция
Соответствующая продукция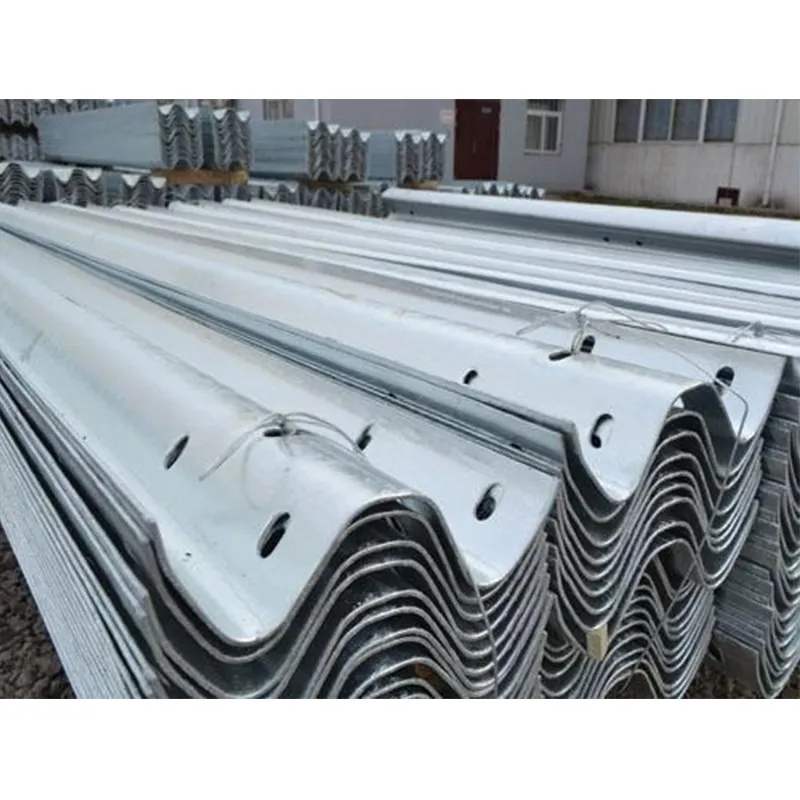


Самые продаваемые продукты
Самые продаваемые продукты-
 Дорожная волнообразная барьерная плита
Дорожная волнообразная барьерная плита -
 Свая
Свая -
 Фотоэлектрическая система навеса для автомобилей
Фотоэлектрическая система навеса для автомобилей -
 Порошково-напыленная барьерная плита для скоростных автомагистралей
Порошково-напыленная барьерная плита для скоростных автомагистралей -
 Стойки с горячим цинкованием и порошковым покрытием
Стойки с горячим цинкованием и порошковым покрытием -
 Хомут
Хомут -
 Горизонтальная одноосная трекерная система
Горизонтальная одноосная трекерная система -
 Данная кровельная каркасная система
Данная кровельная каркасная система -
 Двойной зажим служит
Двойной зажим служит -
 Трёхволновая барьерная плита с порошковым покрытием
Трёхволновая барьерная плита с порошковым покрытием -
 Оцинкованный стальной профиль круглого сечения
Оцинкованный стальной профиль круглого сечения -
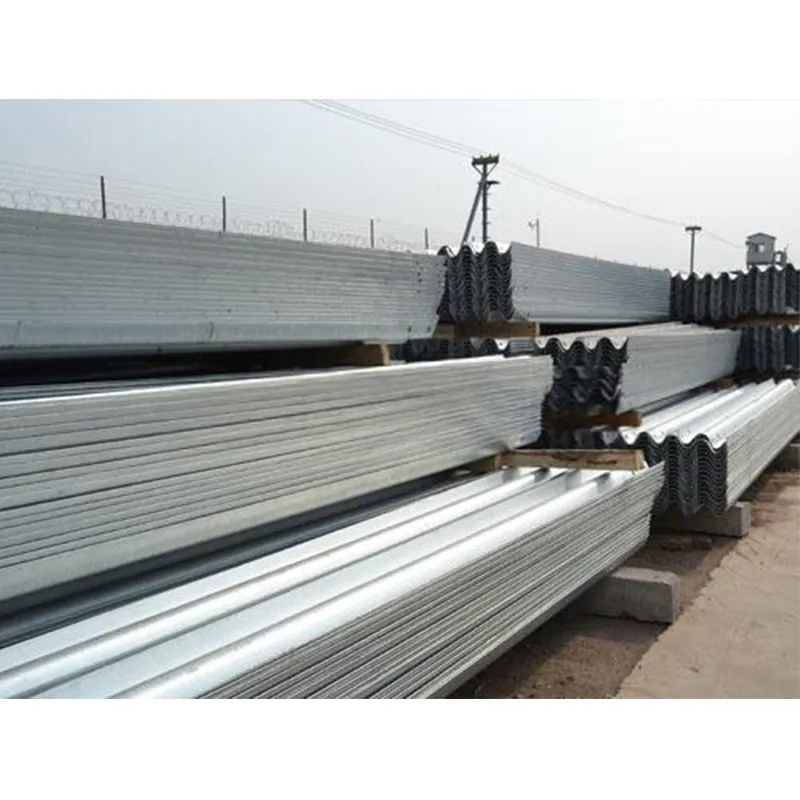
 Волнообразный барьерный отбойник для скоростных автомагистралей
Волнообразный барьерный отбойник для скоростных автомагистралей
Связанный поиск
Связанный поиск- заклепка 3 2 10
- съемник стопорных колец набор 4 шт
- оцинкованный профиль усиленный
- заклепка 2 5 мм
- стопорное кольцо внутренней гранаты
- Трёхволновая барьерная плита с эпоксидно-цинковым покрытием для скоростных автомагистралей
- толстые заклепки
- стопорное кольцо насоса
- Несущие опоры и подвески
- Китайский поставщик сейсмических опорных систем



