

производство оцинкованных профилей
Когда слышишь ?производство оцинкованных профилей?, многие представляют себе просто лист, пропущенный через станок и погруженный в ванну. На деле же, это постоянный баланс между химией, механикой и, что часто упускают, логистикой. Самый частый промах новичков — гнаться за толщиной цинкового покрытия, забывая о качестве подготовки поверхности. Адгезия — вот с чего всё начинается, иначе этот блестящий слой слезет при первой же деформации. У нас в цеху был случай... но об этом позже.
От сырья до первой линии: где кроются неочевидные сложности
Всё упирается в рулон. Казалось бы, закупай сталь с нужным содержанием углерода — и вперёд. Но один поставщик поставляет металл с едва заметной внутренней напряжённостью, которая вылезает уже после гибки профиля — появляется та самая ?пружина?, когда деталь не хочет держать заданную геометрию. Пришлось на собственном опыте выводить эмпирическую формулу: для длинных несущих профилей брать одну марку, для коротких декоративных — другую. Производство оцинкованных профилей здесь — это прежде всего знание металла, а не только технологических карт.
Потом — линия. Современные агрегаты для резки и гибки хороши, но они требуют идеальной настройки под каждую толщину. Зазор между валками на полмиллиметра больше — и вот уже на внутреннем радиусе появляется та самая ?морщина?, которая убивает и вид, и коррозионную стойкость. Мы долго не могли понять, почему на партиях для дорожных ограждений дефект проявляется чаще. Оказалось, вибрация от тяжёлого оборудования сказывалась на точности позиционирования заготовки. Пришлось усиливать фундамент под прессом — мелочь, а результат изменила кардинально.
И конечно, подготовка к оцинкованию. Травление. Здесь нельзя торопиться. Слишком долго — перетрав, ослабление сечения. Слишком быстро — остатки окалины, и цинк ляжет пятнами. Универсального рецепта нет, каждый раз смотришь на цвет полосы после промывки и сверяешься с опытом. Это та самая ?ручная? работа в автоматизированном процессе, которую не заменит ни один датчик.
Сердце процесса: горячее цинкование и его подводные камни
Собственно, цинкование. Температура ванны — священная корова. Держишь в районе 450-460°C, но если партия профилей массивная, холодная, они ?съедают? тепло, и температура локально падает. Получается неравномерный, матовый налет. Пришлось вводить предварительный прогрев особо массивных заготовок. Казалось бы, элементарно, но в погоне за планом об этом часто забывают.
А выдержка? Стандарт говорит ?до достижения температуры металла?. На практике — вынимаешь пробный профиль, смотришь на цвет и структуру наплывов. Иногда, при сложном сечении, в замкнутых полостях образуются воздушные карманы, и там цинка нет. Для ответственных конструкций, тех же опор для дорожных знаков или элементов дорожно-транспортных сооружений, это критично. Мы стали использовать специальные технологические отверстия для выхода воздуха и флюса — проблема ушла.
И вот главный урок, выученный на браке. Однажды приняли заказ на партию профилей для наружной рекламы. Сделали всё по стандарту, но через полгода заказчик прислал фото с рыжими подтёками. Вскрытие показало: проблема была в конфигурации. Г-образный профиль с очень острым внутренним углом. После гибки в этом месте возникали микротрещины, которые травление не протравило, а цинк в них не проник. С тех пор для любых сложных гнутых профилей мы ввели обязательный этап визуального и даже ультразвукового контроля зоны деформации. Дорого, но надёжно.
Контроль качества: не только толщиномер
Каждый меряет толщину покрытия. Но мало кто проверяет его сплошность методом ?сульфата меди?. Простая проба: капля раствора наносится на поверхность. Если через минуту не потемнела — всё в порядке. У нас это правило для всех ответственных поставок. Особенно для тех, что идут на север, где перепады температур и реагенты с дорог.
Ещё один момент — хранение и транспортировка. Оцинкованный профиль нельзя просто бросить под открытым небом в штабеле. Конденсат между листами может вызвать ?белую ржавчину? — не критичную, но некрасивую. Мы всегда используем прокладки и стараемся упаковывать в плёнку, особенно для морских перевозок. Соль — злейший враг.
Здесь, кстати, стоит упомянуть про компанию ООО Ханьдань Чаншэн Чжилянь Новые Материалы Технологии (сайт: hdcs.ru). Они как раз специализируются на поставках готовых изделий из оцинкованной стали, в том числе и для дорожной инфраструктуры. Судя по их ассортименту, они хорошо понимают важность не просто изготовления, а именно комплексного подхода: от контроля на производстве до правильной упаковки и логистики. В их случае, видимо, работа с проверенными производителями профиля — ключевое звено. Ведь их клиентам, строителям дорог и мостов, нужна гарантия, что каждая балка или элемент ограждения выдержит десятилетия.
Логистика и экономика: что не пишут в учебниках
Производство — это только полдела. Геометрия профиля напрямую влияет на стоимость перевозки. Пустотелые квадратные трубы можно ?вложить? друг в друга, сэкономив до 30% пространства в фуре. А вот швеллер или сложный фасадный профиль — нет. При расчёте себестоимости заказа это надо закладывать сразу, иначе вся маржа ?съедется? на доставке.
Ещё один нюанс — упаковка. Полиэтиленовая плёнка против бумаги. Бумага дешевле, но если профиль будет храниться на открытой площадке, первый же дождь сделает её бесполезной. Плёнка дороже, но даёт реальную защиту. Мы обычно советуем клиенту, исходя из условий конечного монтажа и хранения. Иногда эта консультация важнее, чем скидка.
И наконец, работа с обрезками. При роспуске рулона и резке профиля всегда остаются концы. Их можно пустить на мелкие изделия, но это — отдельная организация труда. Мы, например, наладили выпуск стандартных кронштейнов и креплений из таких обрезков. Получилась отдельная, пусть и небольшая, статья дохода. Безотходное производство — не просто лозунг, а реальная экономия.
Взгляд вперёд: не только гнуть и покрывать цинком
Сейчас всё больше запросов на комбинированные решения. Например, профиль, который после цинкования проходит дополнительную порошковую окраску для архитектурных решений. Или предварительная перфорация для вентилируемых фасадов. Это уже не просто металлопрокат, а готовое строительное решение. Под это нужно перенастраивать линии, искать новых поставщиков краски, но рынок туда движется.
Другой тренд — точность. Раньше допуск в пару миллиметров на шестиметровом профиле был нормой. Сейчас, с распространением BIM-моделирования и роботизированного монтажа, требуется точность до миллиметра на всей длине. Это вызов для станочного парка и для системы контроля.
В итоге, что такое производство оцинкованных профилей сегодня? Это уже не банальный цех с ванной. Это комплексная инженерная задача, где сплетаются металлургия, химия, механика и логистика. Где успех определяют не только параметры на бумаге, но и внимание к тысяче мелочей, которые познаются только на практике. Как та самая вибрация от пресса или капля раствора сульфата меди на свежеоцинкованной поверхности. Всё остальное — просто теория.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
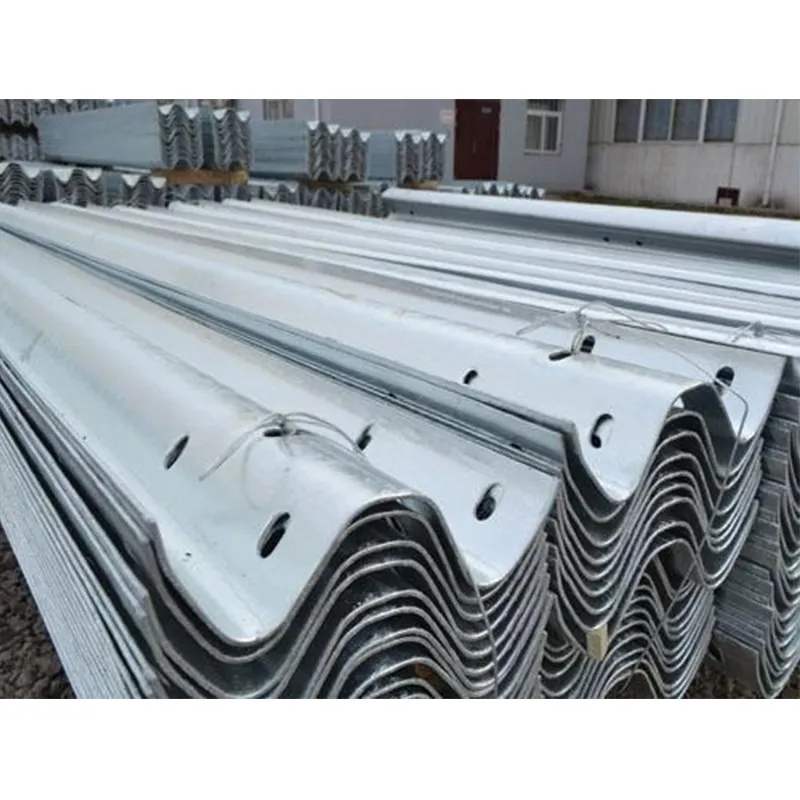
 Оцинкованная барьерная плита для скоростных автомагистралей
Оцинкованная барьерная плита для скоростных автомагистралей -
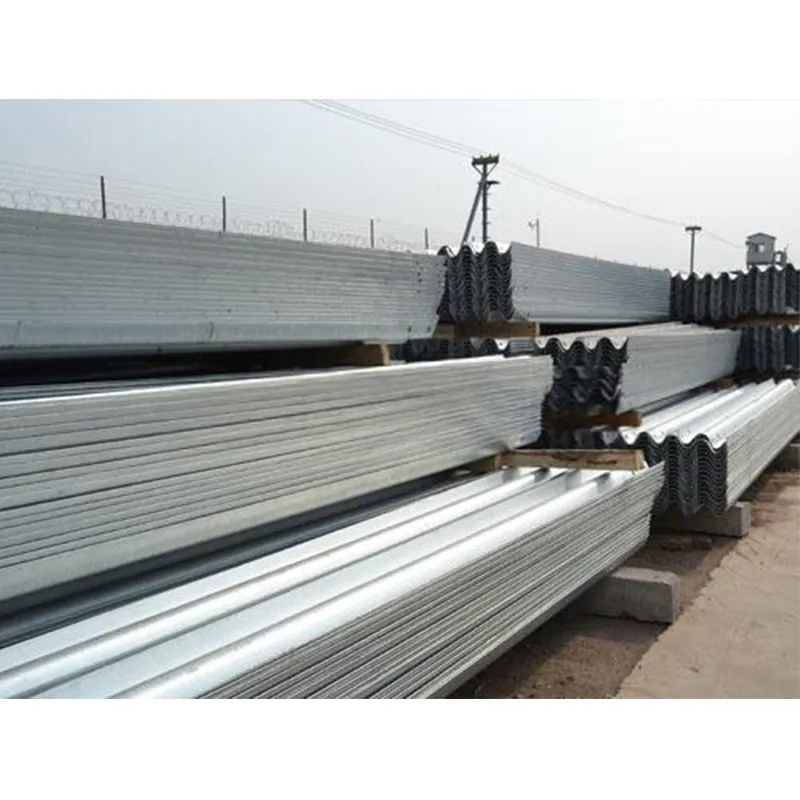
 Оцинкованная стальная профильная полоса
Оцинкованная стальная профильная полоса -
 Дорожная волнообразная барьерная плита
Дорожная волнообразная барьерная плита -
 Регулируемая каркасная система
Регулируемая каркасная система -
 Однополюсная система крепления с отслеживанием
Однополюсная система крепления с отслеживанием -
 Наземная каркасная система
Наземная каркасная система -
 Треугольный соединительный элемент
Треугольный соединительный элемент -
 Двойной зажим служит
Двойной зажим служит -
 Оцинкованная стальная лента
Оцинкованная стальная лента -
 Оцинкованный стальной профиль круглого сечения
Оцинкованный стальной профиль круглого сечения -
 Данная кровельная каркасная система
Данная кровельная каркасная система -
 U-образный соединительный элемент для крепления прогонов
U-образный соединительный элемент для крепления прогонов
Связанный поиск
Связанный поиск- заклепка 2 5 мм
- диффузор со стопорным кольцом
- Китайский поставщик сейсмических опорных систем
- заклепка люверс
- Стойка из квадратной трубы с эпоксидно-цинковым покрытием
- Наземная каркасная система
- заклепки 6 4 мм
- Китайский поставщик продукции для дорожных ограждений
- Стойка из квадратной трубы с полимерным покрытием
- Оцинкованный профиль



