

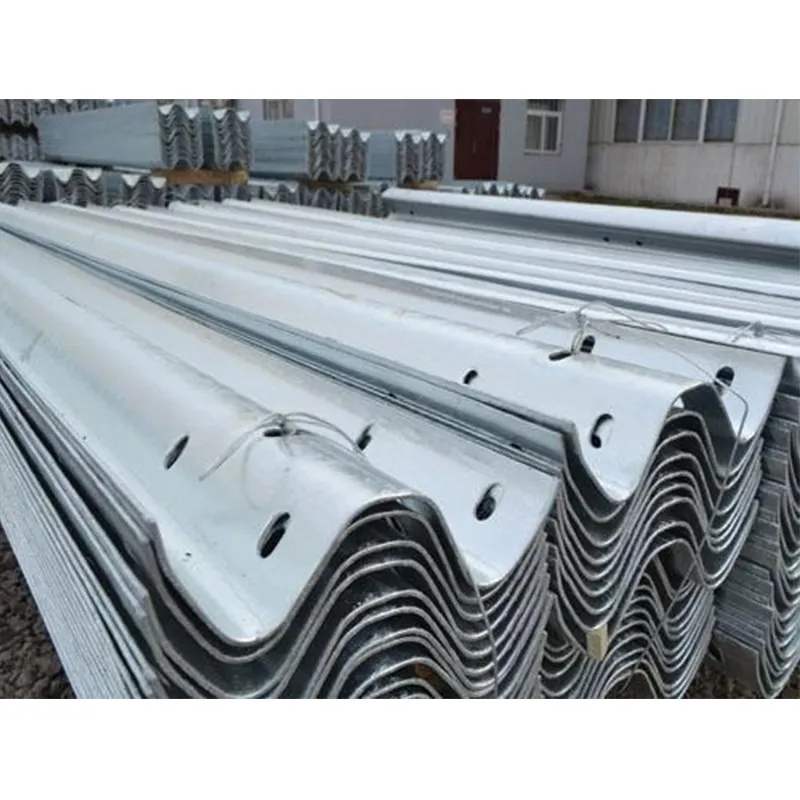
Двухволновая барьерная плита с порошковым покрытием для скоростных автомагистралей
Если вы думаете, что главное в таком барьере — просто 'стоять', то вы уже ошибаетесь. Много лет в отрасли, и до сих пор сталкиваюсь с тем, что заказчики гонятся за толщиной металла, полностью игнорируя систему защиты и геометрию волны. А потом удивляются, почему через три года покрытие облезло, а отбойник повело. Давайте по порядку.
Не просто 'оцинковка плюс краска'
Когда говорят про двухволновую барьерную плиту с порошковым покрытием, многие представляют себе стандартный гнутый профиль, который потом покрасили. На деле, ключевое звено — подготовка поверхности. Горячее цинкование — это не опция, это must have для скоростных трасс, где соль, влага и вибрация съедают всё за считанные сезоны. Но и цинкование бывает разное. Видел образцы, где покрытие ложилось неровно, были наплывы. На скоростном шоссе такой барьер в месте наплыва начнёт ржаветь первым.
А вот дальше — порошковое покрытие. Тут история отдельная. Не всякая полиэфирная краска, которую позиционируют как 'для наружных работ', выдержит ультрафиолет в степной зоне или постоянную химическую атаку в промышленном районе. Был у нас опыт на трассе М-4, ставили барьеры с покрытием на основе полиэстера. Через два года на южных участках — заметное выцветание, матовость. Перешли на систему с праймером и покрытием из полиуретана или пластизоля. Дороже, да. Но считайте не стоимость метра плиты, а стоимость метра плиты, поделённую на срок службы до первого серьёзного вмешательства.
Кстати, о геометрии. Двухволновая — не просто так. Энергия удара распределяется иначе, чем у трёхволновой, деформация происходит более предсказуемо. Но это работает только если рёбра жёсткости, высота волны и угол изгиба точно выдержаны. Помню, один производитель сэкономил на калибровке валков, волна 'плыла'. При монтаже секции стыковались с зазорами, пришлось герметизировать на месте — костыль, а не решение.
Монтаж: где теория сталкивается с российской реальностью
Можно сделать идеальную плиту на заводе и полностью испортить её на этапе установки. Основная проблема — фундаменты. Проект предусматривает одни грунты, а на месте — совершенно другие. Болотистая местность, высокие грунтовые воды. Если не сделать корректировку глубины или типа фундамента (скажем, не свайный, а плитный), то через сезон барьерный блок может просто накрениться. Усилия от удара будут уходить не в деформацию плиты, а в раскачивание всей секции. Это опасно.
Ещё один нюанс — крепёж. Болты должны быть с горячим цинкованием, причём класс защиты не ниже, чем у самой плиты. Частая ошибка — ставят барьер с отличным покрытием, а крепят 'чёрными' болтами из оцинковки гальванической. Они сгнивают за зиму, контакт ослабевает. Проверяйте комплектацию.
И про зазоры. Между секциями должен быть технологический зазор для температурного расширения. Но если его сделать слишком большим, при ударе автомобиль может 'зацепиться' за край. Видел аварию, где именно это и произошло. Расчёт зазора — это не 10 мм 'на глаз', это зависимость от длины секции, материала и климатического диапазона региона. В Сибири и на Кубани цифры будут разными.
Поставщики и контроль: личный опыт
На рынке много игроков, но с системным подходом к вопросу — единицы. Часто работают по принципу 'купим дешёвый прокат, погнём, покрасим — продадим'. Для ответственных объектов, таких как федеральные трассы, это недопустимо. Здесь важно, чтобы поставщик контролировал всю цепочку: от химического состава стали и контроля качества цинкования до финальных испытаний покрытия на адгезию и стойкость к удару.
Вот, например, работали с материалами от ООО Ханьдань Чаншэн Чжилянь Новые Материалы Технологии. Их сайт — https://www.hdcs.ru. Компания как раз заявлена как специалист по поставкам оцинкованных изделий и компонентов для дорожных сооружений. Что важно, они не просто трейдеры, а имеют чёткие техусловия на продукцию. Поставляемые ими двухволновые барьерные плиты шли с полным пакетом сертификатов: и на сталь, и на цинкование по ГОСТ Р 52289, и на порошковое покрытие. На стенде были образцы с надрезами для проверки толщины слоёв — это честно.
Но и с такими поставщиками нельзя расслабляться. Всегда беру образец из партии и сам проверяю толщину покрытия магнитным толщиномером. Один раз поймал несоответствие: в сертификате 120 мкм цинка, а на деле в некоторых точках — 90. Поставили вопрос, партию заменили. Доверяй, но проверяй — золотое правило.
Случаи из практики: что пошло не так
Хочется рассказать и о неудачах, на которых учатся. Был проект, где решили сэкономить и поставили барьер с более тонким металлом, но 'усиленный' рёбрами жёсткости. Расчёт был на то, что он выдержит удар легковушки. Выдержал. Но при ударе микроавтобуса барьер сложился, как картон, не поглотил энергию, и транспортное средство отбросило на соседнюю полосу. К счастью, обошлось без жертв. Вывод: экономия на толщине металла и качестве стали для скоростных автомагистралей — это преступление. Здесь каждый параметр просчитан испытаниями на краш-тестах, и отступать от них нельзя.
Другой случай — цвет. Заказчик захотел 'зелёный под хвою'. Стандартный зелёный RAL 6005 — проверенный, пигменты устойчивые. А тут подобрали какой-то кастомный оттенок. Через год цвет потускнел неравномерно, барьер стал выглядеть пёстрым. Эстетика — тоже часть безопасности, водитель должен чётко видеть ограждение. Теперь настаиваем только на стандартных, проверенных RAL для дорожной инфраструктуры.
Взгляд вперёд: что ещё можно улучшить
Сейчас много говорят об 'умных' барьерах с датчиками удара. Это, конечно, будущее. Но пока что для массового применения на тысячах километров трасс важнее довести до идеала классику. Мне видится резерв в соединениях. Болтовые соединения — точка потенциального ослабления. Ведутся эксперименты с замковыми соединениями, которые при ударе не ломаются, а деформируются по определённой схеме. Это сложнее в производстве, но может дать выигрыш в надёжности.
И второй момент — логистика. Длинномерные секции барьерной плиты сложно перевозить без повреждения покрытия. Часто сколы и царапины появляются именно в пути или при разгрузке. Нужна более продуманная упаковка — может, мягкие прокладки и жёсткие угловые элементы. Это увеличит стоимость доставки, но сохранит качество, за которое мы, собственно, и платим.
В итоге, возвращаясь к началу. Двухволновая барьерная плита с порошковым покрытием — это не товар с полки, а инженерное изделие. Её выбор — это не просто сравнение цены за тонну или за метр. Это анализ системы: сталь + цинк + краска + геометрия + крепёж + условия монтажа. Пропустишь одно звено — и вся цепочка защиты рвётся. И хорошо, если это обнаружится только при плановом осмотре, а не в экстренной ситуации на обочине скоростной автомагистрали.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Горизонтальная одноосная трекерная система
Горизонтальная одноосная трекерная система -
 Регулируемая каркасная система
Регулируемая каркасная система -
 Дорожное барьерное ограждение
Дорожное барьерное ограждение -
 Однополюсная система крепления с отслеживанием
Однополюсная система крепления с отслеживанием -
 Данная кровельная каркасная система
Данная кровельная каркасная система -
 Стойки из квадратной трубы с порошковым покрытием
Стойки из квадратной трубы с порошковым покрытием -
 Волнообразный барьерный отбойник для скоростных автомагистралей
Волнообразный барьерный отбойник для скоростных автомагистралей -
 Свая
Свая -
 Трёхволновая барьерная плита с порошковым покрытием
Трёхволновая барьерная плита с порошковым покрытием -
 Порошково-напыленная барьерная плита для скоростных автомагистралей
Порошково-напыленная барьерная плита для скоростных автомагистралей -
 Фотоэлектрическая система навеса для автомобилей
Фотоэлектрическая система навеса для автомобилей -
 Наземная каркасная система
Наземная каркасная система



